
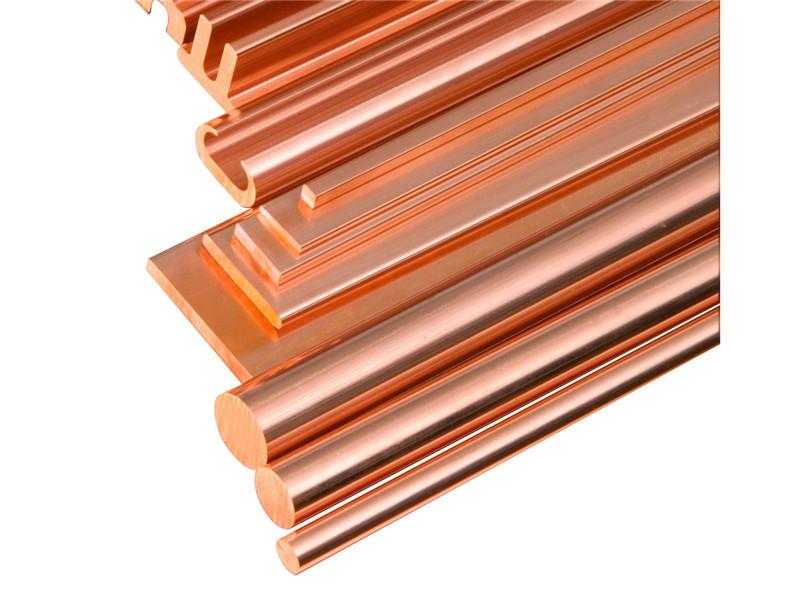
Kontinuerlig ekstruderingsmaskineri



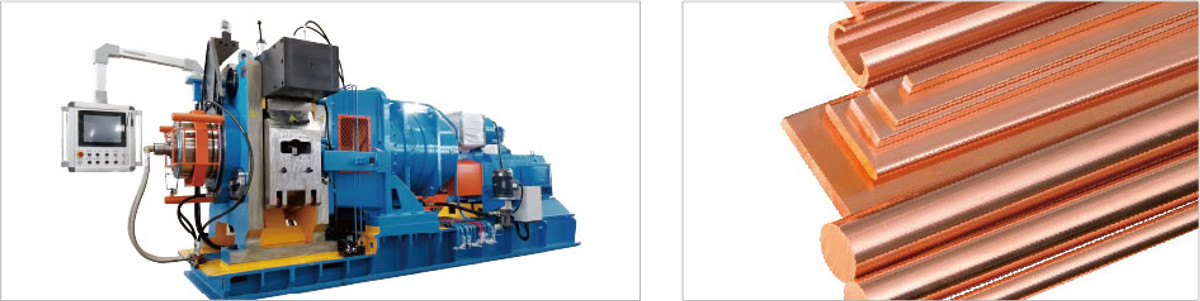



Fordeler
1, plastisk deformasjon av matestangen under friksjonskraften og høy temperatur som eliminerer de interne defektene i selve stangen fullstendig for å sikre sluttproduktene med utmerket produktytelse og høy dimensjonsnøyaktighet.
2, verken forvarming eller gløding, produkter av god kvalitet oppnådd ved ekstruderingsprosess med lavere strømforbruk.
3, med en enkelt størrelse stangmating, kan maskinen produsere et bredt spekter av produkter ved å bruke forskjellige dyser.
4, hele linjen betjenes enkelt og raskt uten noe tungt arbeid eller forurensning under ekstrudering.
Kobberstangfôring
1.For å lage kobber flate ledninger, liten kobber samleskinne og rund ledning
| Modell | TLJ 300 | TLJ 300H |
| Hovedmotoreffekt (kw) | 90 | 110 |
| Fôrstang dia. (mm) | 12.5 | 12.5 |
| Maks. bredde på produktet (mm) | 40 | 30 |
| Flattråd i tverrsnitt | 5-200 | 5 -150 |
| Utgang (kg/t) | 480 | 800 |
Oppsett av produksjonslinje

Pay-off Forbehandling Ekstrudering Machine Cooling Sys. Dancer Take-up Machine
2.For å lage kobber samleskinne, kobber rund og kobber profil
| Modell | TLJ 350 | TLJ 350H | TLJ 400 | TLJ 400H | TLJ 500 | TLJ 630 |
| hovedmotoreffekt (kw) | 160 | 200 | 250 | 315 | 355 | 600 |
| matestang dia. (mm) | 16 | 16 | 20 | 20 | 25 | 30 |
| maks. bredde på produktet (mm) | 100 | 100 | 170 | 170 | 260 | 320 |
| produktstang dia.(mm) | 4,5-50 | 4,5-50 | 8-90 | 8-90 | 12-100 | 12-120 |
| produktets tverrsnittsareal (mm2) | 15-1000 | 15-1000 | 75-2000 | 75-2000 | 300-3200 | 600-6400 |
| utgang (kg/t) | 780 | 950 | 1200 | 1500 | 1800 | 2800 |
Oppsett av produksjonslinje

Pay-off Mater & rettetang Extrusion Machine Cooling Sys. Lengde Counter Produkt Benk Opptaksmaskin
3. For å lage kobber samleskinne, kobberlist
| Modell | TLJ 500U | TLJ 600U |
| hovedmotoreffekt (kw) | 355 | 600 |
| matestang dia. (mm) | 20 | 30 |
| maks. bredde på produktet (mm) | 250 | 420 |
| maks. forhold mellom bredde og tykkelse | 76 | 35 |
| produkttykkelse (mm) | 3-5 | 14-18 |
| utgang (kg/t) | 1000 | 3500 |
Oppsett av produksjonslinje

Mating av kobberlegeringer
Søker om kommutatorleder, messingemne, fosforkobberstang, blyrammelist, jernbanekontakttråd etc.
| TLJ 350 | TLJ 400 | TLJ 500 | TLJ 630 | |
| materiale | 1459/62/63/65 messing cu/Ag (AgsO.08%) | fosforkobber (Pso.5%) cu/Ag (AgsO.3%) | magnesiumkobber (MgsO,5%)jernkobber (Feso.l% | magnesiumkobber(MgsO,7%)/Cucrzr |
| matestang dia. (mm) | 12/12.5 | 20 | 20 | 25 |
| maks. bredde på produktet (mm) | 30 | 150 (sølv kobberstrimmel) | 100(blyrammelist:) | 320 |
| produktstang dia.(mm) | fosfor kobberkule: 10-40 | magnesium kobberstang: 20-40 | magnesium kobberstang: 20-40 | |
| utgang (kg/t) | 380 | 800-1000 | 1000-1200 | 1250/850 |
Oppsett av produksjonslinje
Pay-off Mater & rettetang Extrusion Machine Cooling Sys. Lengde Counter Take-up Machine
Mating av aluminiumsstang
Søker om flattråd, samleskinne og profilert leder, rundt rør, MPE og PFC-rør
| Modell | LLJ 300 | LLJ 300H | LLJ 350 | LLJ 400 |
| hovedmotoreffekt (kw) | 110 | 110 | 160 | 250 |
| matestang dia. (mm) | 9.5 | 9.5 | 2*9,5/15 | 2*12/15 |
| maks. bredde på flattrådprodukt (mm) | 30 | 30 | 170 | |
| flattråd produkt tverrsnittsareal (mm2) | 5-200 | 5-200 | 25-300 | 75-2000 |
| rundt rør dia. (mm) | 5-20 | 5-20 | 7-50 | |
| flatt rør bredde (mm) | - | ≤40 | ≤70 | |
| flattråd/rørutgang (kg/t) | 160/160 | 280/240 | 260/260 | (600/900)/- |
Oppsett av produksjonslinje

Pay-off rettetang Ultrasonisk rengjøring Cooling Sys Dancer Take-up Machine
Bilde 217282
Relaterte produkter
-

Maskiner for kontinuerlig kledning
Prinsipp Prinsippet for kontinuerlig kledning/mantling er likt prinsippet for kontinuerlig ekstrudering. Ved å bruke tangentiell verktøyarrangement driver ekstruderingshjulet to stenger inn i klednings-/mantelkammeret. Under den høye temperaturen og trykket når materialet enten tilstanden for metallurgisk binding og danner et metallbeskyttende lag for å direkte kle metalltrådkjernen som kommer inn i kammeret (kledning), eller ekstruderes til...